- Что такое пайка
- Что собой представляет паяльник?
- Технология пайки паяльником
- Пайка с канифолью
- Пайка с флюсом
- Какой паяльник выбрать?
- Какое жало лучше?
- Сравнение со сваркой
- Обзор видов
- Низкотемпературная
- Высокотемпературная
- С чего начать
- Правильный выбор набора для пайки
- Набор для начинающих
- Что может понадобиться для пайки
- Паяльник
- Припой
- Флюс
- Паяльные пасты
- «Третья рука»
- Подставка для паяльника
- Оплетка для удаления припоя
- Паяльник или станция
- Жала паяльника
- Особенности применения
- Вечные жала и правила их использования
- Подготовка
- Рабочего места
- Пинцеты и лопатки
- Оптика и микроскопы
- Лужение паяльника
- Вентиляция помещения и правила безопасности
- Выбор паяльника по мощности
- Подготовка паяльника к работе
- Из чего состоят этапы пайки
- Снятие изоляции
- Удаление загрязнений и оксидной пленки
- Как облудить жало?
- Медное
- С современным покрытием
- Деревянный брусок в помощь
- В металлической губке
- Лужение контактных площадок
- Непосредственная пайка
- Как правильно паять?
- Выбираем инструмент и материалы
- Пошаговое освоение навыков пайки
- Провода
- Соединение провода, контакта или клеммы
- Эмалированные провода
- Кабеля из нескольких изолированных проводов
- Другие элементы
- Пайка радиокомпонентов на плату
- Пайка резисторов, конденсаторов и диодов с выводами
- Пайка SMD-компонентов
- Какие проблемы могут возникнуть?
- Важные советы
- Рекомендации
Что такое пайка
Сварка — это метод соединения металлических деталей с более легким металлом. Сам процесс — это проникновение одного вещества в другое при высокой температуре (180-250 градусов).
Важно! Главное — качественный нагрев свариваемых деталей с последующим их креплением сваркой.

Освоив технику сварки, мастер сможет соединить любые детали
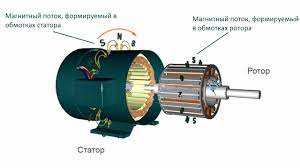
Что собой представляет паяльник?
Это специальный теплоизлучающий прибор мощностью от 15 до 40 Вт, которого достаточно для пайки проводов, плат и микросхем. Есть сварщики с большей мощностью. Они предназначены для мелкой пайки — для перепайки плохо подключенных проводов большого диаметра или для распайки разъемов XLR. Функцию нагревательного элемента в паяльниках выполняет нихромовая проволока, намотанная на трубку, содержащую «прокол» — рабочую поверхность устройства. Наконечник представляет собой медный стержень, который нагревается нихромовой проволокой.

Сварщик использует медь, потому что этот металл обладает высокой теплопроводностью. Тепло к проводу подводится с помощью электрического тока. Устройство паяльника содержит изолятор — слюду. Из соображений безопасности он предотвращает контакт проводов с металлической трубкой и корпусом паяльника.
Технология пайки паяльником
Есть два типа технологий, а именно использование флюса или канифоли. Стоит отметить, что выбор технологии выполнения работ полностью зависит от мастера, здесь каждый исходит из собственного опыта.
Пайка с канифолью
Паять канифольным инструментом намного сложнее, чем флюсом. Однако, овладев техникой, любой может выполнить 90% заданий.
Ярким примером станет техника, как правильно паять провода паяльником. Первоначально его следует прогреть: нанести острие инструмента рубанком. Затем опустите нить, вдавив жало в канифоль. Выполнив эту процедуру, будьте готовы. Затем при проколе устройства необходимо взять небольшую часть припоя и нанести ее на провод.
Прокол прибора следует очистить металлической губкой и, касаясь канифоли, перемещать прибор по доске, при этом на поверхности останется тонкий слой канифоли. После проведения этих манипуляций поверхности подготавливаются. Наконец, следует прижать наконечник к проводу с тонким слоем припоя и «пройтись» по месту припоя.
Важно! Если работа сделана правильно, поверхность будет сиять, а стык будет иметь высокую прочность.
Пайка с флюсом
Для пайки вам понадобится окунуть кисть во флюс и поднести к месту пайки. Затем нанесите припой и запустите процесс.
Казалось бы, процедура простая, и провести ее сможет даже неопытный человек. Однако это не так. Работа с кислотой сопряжена с множеством трудностей:
- для каждого материала вы должны выбрать свой поток, так как они не взаимозаменяемы и часто могут иметь противоположный эффект;
- категорически запрещено использовать слишком активные потоки на микросхемах;
- по окончании эксплуатации устройства важно удалить остаточный флюс, иначе он будет способствовать разложению металла.
Какой паяльник выбрать?
Научиться правильно паять несложно, но при условии, что инструмент выбран правильно. Среди большого разнообразия этих устройств мастеру-любителю, решающему отремонтировать оргтехнику, стоит выбрать акустический паяльник, небольших размеров и с хорошими характеристиками. Имеет небольшую теплоемкость, что желательно для тонкой пайки при сборке микросхем. Начинающему мастеру лучше остановить свой выбор на устройстве, мощность которого не превышает 40 Вт. Важно, чтобы паяльник тоже был не слабее 15 Вт, так как мощности в таком изделии не хватит даже на подключение простых кабелей оргтехники. Лучше всего приобрести прибор с вилкой с трехсторонним заземлением. Его наличие предотвратит возможное рассеяние напряжения при движении электрического тока к металлической трубке.

Промышленный сварщик подходит для работ по соединению калибровочных кабелей, шасси и витражей.
Какое жало лучше?
Рабочие части сварщиков в зависимости от размера бывают двух типов:
- обыкновенные, диаметр которых 0,5 см;
- миниатюрная диаметром 0,2 см, используется для пайки очень тонких проводов и медных деталей.
Рабочие части сварщиков могут иметь форму иглы, конуса и лопатки. Последняя форма наиболее распространена, поскольку позволяет собрать необходимое количество припоя. Также для удобства пайки жало может быть прямым или изогнутым.
Сравнение со сваркой
Для обоих способов получения составов характерно повышение температуры на обрабатываемом участке. Но сварка отличается от сварки тем, что не во всех случаях требует добавления специального вещества — напротив, стык успешно образуется от сплавления самих обрабатываемых деталей. Сварочные работы становятся более эффективными и производительными, позволяя соединять более крупные детали и их части. Проблема, однако, заключается в высокой стоимости сварочных процедур, большей сложности используемого для них оборудования.
Сварка предпочтительнее при домашнем ремонте или в формате небольшой мастерской, маленькой мастерской. В солидных компаниях его применяют гораздо реже, чем сварку.
Однако сварные соединения менее прочные, чем сварные. Окончательное решение всегда принимают опытные техники и инженеры. В некоторых отраслях промышленности и при некоторых видах ремонта целесообразно совмещать пайку и сварку.


Обзор видов
Селективная пайка позволяет формировать надежные стыки на выводах штыревых компонентов радиоэлектроники. Эта технология отличается от традиционной пайки волной припоя. Сварка выполняется в отдельных местах обрабатываемых досок. Плотная проводка, распиновка под шасси, тесные зазоры больше не являются серьезной проблемой. Однако основные процессы и шаги такие же, как и в классической технике.

Термин «криволинейный шов» в основном относится к соединению натяжных потолков. Благодаря плотному прилеганию технологии можно добиться практически незаметного шва.
Конфигурация шва может сильно различаться в зависимости от выбранного пути. Сваренная стретч-пленка выдерживает нагрузки до 100 кг и более.
С другой стороны, изогнутое звено изготовить очень сложно, а работа стоит очень дорого.

Низкотемпературная
Этот вид работ стал очень популярным во второй половине 20 века. Его распространение связано с появлением радиоэлектронной промышленности, в частности вычислительной техники. Только манипуляции при относительно низкой температуре позволяют обеспечить сохранность тонких электронных плат и отдельных микросхем. Но не следует думать, что мягкая пайка возможна только на хорошо оборудованных заводах со сложным оборудованием. Отдельные опции доступны практически всем радиолюбителям.
Однако мягкая пайка не выдерживает больших нагрузок. Для дополнительного усиления часто используются дополнительные заклепки, шурупы и отводы.
Роль сварки — не основная, а лишь укрепление созданных стыков. Мягкие припои также можно использовать в соединениях, находящихся под напряжением. Такими составами можно сваривать самые разные металлы, но нужно будет тщательно продумать параметры подготовки.


Высокотемпературная
Этот термин относится к соединениям, полученным при температуре не ниже 450 градусов. Пайка при высокой температуре более плотная. Но следует учитывать, что это приводит к значительным изменениям структуры материала. Многие проблемы возникают при высокотемпературной пайке чугуна. В некоторых случаях происходит прогревание до 1000 градусов и даже выше, но такая необходимость возникает редко.


С чего начать
Для начала нужно определиться, с какой целью нужна сварка. Для радиолюбителей это базовый уровень, для пайки кабелей и простой уровень нужны инструменты более профессионального уровня. А для ремонта и пайки SMD, BGA микросхем потребуется изучить все основы пайки и приобрести специальный инструмент и расходные материалы.
Правильный выбор набора для пайки
Сварные швы бывают разных типов и диаметров.
Припои большого диаметра удобны для пайки проводов, а мелкие — для точечной пайки SMD-компонентов или разъемов. Также доступны припои с канифолью или без нее. Канифолью пайка очень удобна. Его легче взять на жало паяльника.
Набор для начинающих
Радиолюбителям в магазинах продают все сразу в одной упаковке. Такие комплекты самые дешевые, так как по отдельности все будет стоить дороже. Например, есть наборы с паяльником и жалами, а также пинцет.

Что может понадобиться для пайки
Для сварки требуется источник тепла: открытое пламя, электрическая катушка или лазерный луч. Последний метод также подходит, если необходимо сваривать чистейший металлический материал. В домашних условиях используется электроприбор, который предназначен:
- различные электрические схемы и в случае необходимости пайки радиодеталей;
- ремонт электрооборудования;
- лужение металлических изделий.
Паяльник
Портативное устройство используется для:
- подогреть соединяемые детали;
- нагреть припой;
- нанесите жидкую сварку на соединяемые элементы.
Важно! Для работы бытового паяльника напряжение электрической сети 12 и 220 В.
Припой
Для того, чтобы агрегат заработал, мастеру может понадобиться припой — свинцово-оловянный сплав. Он может быть в виде трубки или проволоки. Сварочная трубка удобнее в использовании.
Для бытового использования их сваривают сплавами с меньшим процентным содержанием олова. Кроме того, используются мягкие и твердые сварные швы. Первые имеют температуру плавления до 450 градусов, другие — твердые.
Флюс
Процесс должен выполняться в потоке, который включает:
- максимальная адгезия сплава к нему;
- растворение оксидной пленки.
Часто используется канифоль, как и составы, в которые она включена. Для размягчения материала достаточно температуры 50 градусов, при 200 градусах он уже закипает.

С помощью флюса можно определить готовность к сварке
Паяльные пасты
Паяльные пасты нужны и для пайки. Они представляют собой смесь припоя и флюса. Позволяет сваривать в любом месте. Состав наносится на компонент, а затем его прокалывают.
Приготовить состав своими руками можно в домашних условиях. Для этого необходимо совместить опилки олова и поток жидкости. По консистенции масса должна напоминать гель.
Важно! Храните паяльную пасту не более 6 месяцев.
«Третья рука»
При пайке проводов и небольших плат очень удобно использовать так называемую «третью руку». Не зря он получил такое название. Благодаря струбцинам можно надежно закрепить свариваемые предметы в любом положении. Ассортимент третьих рук достаточно широк — от обычных штативов с зажимами до моделей с лупой и подставкой для паяльника.

Подставка для паяльника
Держатель инструмента важен прежде всего для безопасности. Во время работы устройство нагревается до максимальной температуры, поэтому в перерывах между работой его следует ставить на подставку. Для мощных устройств используется держатель с двумя держателями, который может надежно удерживать устройство.
Оплетка для удаления припоя
Пайка с оплеткой выполняется, когда задача заключается в удалении припоя с печатной платы при удалении деталей. Принцип таков: сетка при этом «принимает» сварной шов за счет капиллярных сил.

Перед каждым использованием устройство необходимо проверять на предмет технического обслуживания
Паяльник или станция
Для пайки строителей и радиопроводов достаточно простейшего паяльника с медным наконечником. Но для более продвинутой пайки уже требуется станция. Паяльная станция обычно состоит из фена и паяльника. С помощью фена можно припаять SMD компоненты, а плату лучше будет нагревать.

лучше всего начать с паяльника и выбрать тот, у которого есть контроль температуры и смены жала.
Жала паяльника
Есть арсенал жала паяльника. Конус, пластина, топор, волнистый и др. все они могут быть разных размеров и форм.

Особенности применения
Для припоя это сплошные наконечники, а для плоских контактов обычно конические и изогнутые наконечники. Например, для пайки кабеля от платы больше подойдет топорик. Этот тип имеет большую рабочую поверхность, что позволяет массово нагревать большую поверхность панели.
Вечные жала и правила их использования
Главное правило использования вечных проколов — на проколе всегда должен быть припой или флюс. Если проигнорировать это правило, на жало начнут появляться черные точки, которые со временем распространятся по всей поверхности.
Это слой нагара, который образуется при окислении воздуха на рабочей поверхности. Паяльник или флюс выполняют защитную функцию, и в процессе работы паяльника окисляются они, а не жало паяльника.
Подготовка
Правильная подготовка позволит работнику избежать сложностей в эксплуатации инструмента и травм.
Рабочего места
В первую очередь важно обеспечить достаточное освещение — не менее 500 люкс. При необходимости условия можно улучшить, используя локальный источник света.
Также стоит обратить внимание на вентиляцию. Лучше оборудовать комнату вытяжкой, но если такой возможности нет, то во время работы мастеру придется делать небольшие перерывы для проветривания рабочего места.
Важно! Если материалом для сварки служит полипропилен или пластиковый элемент, работать с ним в неотапливаемом помещении не рекомендуется. Кроме того, полипропиленовый материал нельзя сваривать при минусовых температурах.
Пинцеты и лопатки
Пинцет можно использовать для перемещения деталей во время сварки, позиционирования и позиционирования деталей. Также они бывают из разных материалов, угловые, прямые, с застежкой и т.д.

Оптика и микроскопы
Лупы не очень удобны, поэтому пользоваться микроскопами намного удобнее и практичнее. Начать лучше всего с бюджетного варианта. Например, простой USB-микроскоп позволит вам оценить результат сварки на экране компьютера.

Конечно, частота кадров не позволяет нормально работать под ней, но позволяет просматривать мелкие детали карты, не причиняя вреда глазам.

Лужение паяльника
Лужение паяльника проходит в несколько этапов:
- Необходимо очистить нагретый наконечник. Используйте влажную губку или медную стружку.
- Припой наносился на чистую поверхность.
Черная поверхность наконечника удаляется длинным лужением. Это делается с помощью припоя и флюса. Наконечник нагревается в припое до тех пор, пока он не станет чистым. Периодически его следует погружать в сварной шов. А потом еще раз протрите губкой. В этом случае лучше использовать медную стружку, она намного лучше удаляет оксиды и нагар. Влажная губка удаляет только припой, но не нагар. Если описанные выше методы не помогли, вам понадобится активатор для наконечников или кислотный припой.
Вентиляция помещения и правила безопасности
Помещение должно хорошо проветриваться. При сварке нужно соблюдать дистанцию и не приближаться, чтобы сварной шов не попал вам в лицо. После пайки обязательно проветрите комнату и вымойте руки и лицо водой с мылом. Во время сварки нельзя есть пищу, так как на слизистых остаются отложения дыма.
Выбор паяльника по мощности
Для работы используются устройства различной мощности. При выборе конкретной модели часто учитывается, что:
- маломощные паяльники используются для работы с электроникой;
- если нужно припаять толстый слой меди, используйте инструмент на 100 ватт;
- для массивных деталей используются модели мощностью 200 Вт.
Важно! Определить мощность инструмента можно «на глаз»: чем он больше, тем больше его мощность.

Маленькие электрические паяльники подходят для домашнего использования
Подготовка паяльника к работе
Перед первым использованием агрегата важно удалить с его корпуса остатки заводской смазки. В противном случае они исчезнут, вызывая неприятный запах. Кроме того, наконечник также необходимо очистить от оксидной пленки.
Из чего состоят этапы пайки
Основная задача этой технологии — соединить две металлические части, чаще всего проводники, с помощью сплава с низкой температурой плавления, чтобы они прочно держались и пропускали электрический ток с наименьшим возможным сопротивлением.
Для этого нужно последовательно выполнить ряд действий. Разберем их на примере сварочной проволоки. Это:
- снятие изоляции с присоединяемых концов провода;
- механическая очистка металлических жил в идеальном состоянии от оксидов;
- термообработка флюсом — лужение торцов тонким слоем;
- нагрев припоя с его нанесением на место пайки.

Снятие изоляции
Диэлектрический слой провода может быть из полиэтилена, холста, краски или другого подобного материала. Его надо удалить.
лучше всего проделывать эту работу острым ножом, располагая лезвие почти параллельно оси металлического сердечника. Это исключает ее порез и глубокие царапины. Они ослабляют механическое сопротивление и увеличивают электрическое сопротивление. Это недопустимо.
Тонких прядей, покрытых краской, хватит, чтобы справиться с открытым пламенем спички или зажигалки. Тот же метод подходит для кабелей типа витая пара и даже для более толстых проводников.

В продаже есть специальные клещи различной конструкции для снятия изоляции с конца провода любого диаметра. Они позволяют профессионально выполнить эту работу, не повредив сердечник.

После снятия изоляции оценивается состояние металлической поверхности. Обратите внимание на чистоту, без вмятин и порезов.
Удаление загрязнений и оксидной пленки
Только чистый металл может обеспечить качественное соединение деталей при сварке. Создается путем механической очистки поверхности и химических растворов.
Сначала работают лезвием ножа, слегка прижимая его к загрязненному металлу под тупым углом. Жилу протягивают от изоляционного слоя к оголенному концу, слегка поворачивая в одном направлении. Металл сразу потеряет непрозрачность и блеск.
Химическая очистка предполагает обработку растворителями, спиртом, флюсом ФЭС.
Как облудить жало?
Правильное облучение нового жала паяльника в домашних условиях под силу любому мастеру с минимальными ручными навыками. Важно учитывать только тип наконечника: огнеупорный, стальной, медный и керамический варианты нужно обрабатывать по-разному. Кроме того, стоит учесть происхождение инструмента и материалов: медные сплавы китайского производства часто имеют большое количество примесей.


Простейшее лужение проводится с каждым сварным швом в начале работы с инструментом. Для этого необходимо полностью нагреть прокол до тех пор, пока металл не приобретет красно-оранжевый цвет, затем прижать его к канифоли. Дождавшись равномерного распределения флюса по поверхности, процедуру повторяют со сваркой. В результате наконечник будет покрыт тонким слоем оловянно-свинцовой смеси, что способствует плавной пайке.


Медное
Подготовка нового или неиспользованного медного наконечника требует определенных усилий. Сначала необходимо механически очистить его от нагара, если таковой имеется. Обработка продолжается до тех пор, пока окисленная медь снова не станет сиять как новая. Для этого используется грубая наждачная бумага, при необходимости придавая форму прокола — напильником. По окончании процедуры очистки стоит тщательно отполировать поверхность — это замедлит окисление.
А также для увеличения плотности медного наконечника в мастерской можно использовать такую технику, как ковка.
Это связано с избиением металлического прута. При такой обработке даже высокопористая медь приобретет необходимую структуру для качественной пайки.

лудить жало паяльника после механической зачистки можно несколькими способами.
- Положите несколько штук припоя в емкость с канифолью. Нагрейте и окуните жало паяльника во флюс и олово, дождитесь, пока он растечется по поверхности, снимите инструмент. После получаса наложения жало обрабатывают куском грубой шерстяной ткани, следя за тем, чтобы покрытие жидкого металла натерлось. Следует быть готовым к тому, что при работе будет выделяться большое количество дыма — манипуляции следует проводить в хорошо проветриваемом помещении.
- Разложите скатерть по поверхности стола, на гладкую доску положите рядом кусочек канифоли. Нагретое жало паяльника вставляется в поток, вынимается, натирается паяльником по всей площади. Процедура повторяется несколько раз. По окончании обработки салфетку протирают. Этот способ хорош тем, что дает меньше дыма и неприятного запаха, который его сопровождает.


важно помнить, что медное жало паяльника перед каждым использованием необходимо лужить. Очистка необходима после длительного хранения или при накоплении нагара.
С нового паяльника сначала удаляются следы патины — зеленоватого налета. На стальных наконечниках, которые тоже нужно обработать, может появиться ржавчина — все инородные включения удаляются с помощью мелкозернистой наждачной бумаги.

С современным покрытием
Негорючее керамическое никелевое покрытие жала паяльников считается «вечным» — оно не требует лужения. На практике оказывается, что это не так. Столь же часто на их поверхности появляются нагар и корки, которые мешают нормальной сварке. Если налет уже образовался, нельзя использовать агрессивные механические абразивы для очистки. Здесь нужно действовать более тонко, чтобы не нарушить защитный слой.


Для работы можно использовать ватную тряпку — она тщательно очищает всю поверхность наконечника. Материал предварительно тщательно смачивают водой и отжимают, так как необходимо работать инструментом, нагретым до высокой температуры. Впоследствии прокол сразу же окунают в канифоль или другой флюс. Рядом ставится сварочная планка. Подождите, пока он равномерно покроет область наконечника, затем снимите наконечник. Паяльник будет готов к работе.


Деревянный брусок в помощь
Быстро убрать появившуюся лестницу поможет обычный грубый брусок из хвойной древесины. Предварительно на его поверхность заливается (заливается) небольшое количество флюса и укладывается кусок припоя. Если требуется очистка, рабочая поверхность наконечника прижимается к блоку и попеременно перемещается, поднимая банку.
В металлической губке
Обычная губка для проволочной тарелки также облегчает лужение во время пайки. Но этот метод требует некоторой подготовки. Металлическую губку для удобства помещают в чашку. Его нижняя часть покрыта густым ручьем. Когда наконечник движется по нитке, он очищается от накипи. А если собрать припой и окунуть губки внутрь, то получится лужение. Этот метод подходит для лужения и пайки керамическими или никелированными стержнями.
Лужение контактных площадок
Окончательная очистка металлической поверхности проводника осуществляется термообработкой флюсом с помощью луженого жала паяльника. Самый популярный и универсальный продукт — канифоль. Используется в твердом состоянии, растворенном в спирте или гелеобразном.
Распродажа позволяет купить канифоль в любом виде и предоставляет широкий выбор других потоков.

Не рекомендуется использовать флюсы, содержащие кислоты, для пайки частей электрической цепи. Полностью нейтрализовать их довольно сложно, и даже незначительные остатки быстро окисляют металл и разрушают его структуру.
Последовательность лужения жил проволоки твердой канифолью:
- Паяльник нагревается до нужной температуры. Он может варьироваться от 180 до 240 градусов и зависит от сварного шва и соединяемых металлических деталей. Чтобы контролировать нагрев, наконечники постукивают твердым канифольным наконечником. Если пар начинает сильно образовываться, нагрев нормальный.
- Чистый проводник кладут на канифоль и прикасаются к нему кончиком паяльника. Пряжа скручивается, чтобы равномерно покрыть расплавленным флюсом.
- С помощью жала паяльника припой расплавляется и наносится на пропитанную канифолью проволоку, равномерно распределяя его по поверхности.
Раствор канифоли в спирте наносят кистью на поверхность жести или просто капают через трубку-капельницу.

Желатиновая канифоль выдавливается из специального шприца, что очень удобно делать.
Провод, обработанный жидкой или студенистой канифолью, нагревают жало паяльника, нагретого с каплей припоя, ускоряя его по всей контактной площадке.
Непосредственная пайка
Запускается после того, как обе контактные площадки подготовлены к подключению — они очищены от грязи и оксидов и залужены.
Концы, подлежащие герметизации, соединяют между собой. На них с помощью нагретого паяльника наносится кусок припоя, чтобы он распространился по обоим участкам. Затем прокол резко отводится в сторону, и детали остаются неподвижными до полного затвердевания олова. Об этом судят по небольшому потемнению его цвета.
Правильно выполненная пайка отличается прочным соединением контактов и однородной поверхностью затвердевшего припоя, которая слегка блестит. Его качество контролируется небольшим механическим растягивающим усилием.
Если поверхность шва потемнела и имеет неровности, сварной шов нельзя считать надежным и его необходимо исправить.
Как правильно паять?
Сварка металла требует тщательного выбора используемого оборудования. Олово, проволоку, небольшие крепежи также можно соединить с устройством на 60 Вт. Более крупные детали соединяются с помощью устройства на 100 Вт. Еще более мощная и сложная технология: паяльные станции необходимы только настоящим профессионалам. В домашних условиях с помощью простого домашнего паяльника можно многое. Место, где будет располагаться шов, следует тщательно очистить, а неоценимую помощь в этом деле окажет шлифовальный станок.


Обрабатываемую позицию также обезжиривают. Нанесите кислотный припой как можно более равномерно. Если припой неравномерно попадает на наконечник, его нужно залудить глубже. Они касаются нужного места жалом и удерживают его, чтобы можно было передать нужную температуру. Чем толще изделие и чем ниже его теплопроводность, тем дольше придется ждать — это основные принципы сварочной техники, начиная с законов физики.


Тонкие детали припаяны, перемещая паяльник достаточно медленно, чтобы все было в порядке. Вбивать проколом необходимо до полного распределения сварного шва. Не стоит класть слишком много, это не улучшит качество работы, а только спровоцирует появление убытков. Для пайки медных труб обычно используют газовые горелки и твердую пайку. Необходимо избегать очень быстрого остывания металла, которое грозит появлением трещин в шве.


Если сварной шов плохо прилегает, значит, поверхность плохо подготовлена. Легче прекратить работу и сделать все заново. Также можно сваривать сталь — для работы подходят как сварщики, так и газовые горелки. Обработка низколегированного металла выполняется тугоплавкими швами. Сваривать конструкционную сталь, содержащую значительное количество хрома, сложнее — понадобится реактивный кислотный флюс.


Для инструментальной стали требуется сварной шов на основе никеля или ферросплава.
Что касается пайки оправы очков, то дома эту процедуру проводить не рекомендуется. Ведь это не просто очень деликатная работа, а манипуляции с медицинским устройством. Такие задачи следует доверить профессионалам.


В работе с бронзой есть свои тонкости. В этом случае рекомендуется использовать оловянно-свинцовый припой и цинковые флюсы. Свинцовую и оловянную бронзы припаивают припоями примерно одинакового состава. Алюминиевая бронза предварительно обрабатывается плавиковой или плавиковой кислотой. Работа с золотом предполагает использование специализированных золотых припоев. Паяльник не подойдет, как и паяльная станция — нужно использовать газовую горелку.


Пайка титана и сплавов на его основе очень сложна. Перед началом работ металлическую поверхность протравливают 5-10 минут. Это ослабляет вредную пленку, но полностью от нее не избавиться. Поэтому сама обработка чаще всего происходит в вакуумных камерах или в атмосфере аргона класса А. Рекомендуемая рабочая температура составляет 800-900 градусов.

Манипуляции с чугуном проводятся с помощью паяльника специальной марки, мощность которого иногда достигает 1000 Вт. Контактное меднение за счет медного купороса помогает упростить работу. Если металл содержит комплексные соли, необходимы флюсы на основе хлорида цинка. Свинец паяется редко, и в целом это уже не припой, а процесс, более близкий к полноценной пайке. Поверхность нагревается паяльной лампой, так что при прикосновении к стержню основание покрывается оловом.

Выбираем инструмент и материалы
Чтобы пайка прошла успешно, нужен только электрический паяльник, а из материалов — припой и канифоль.
В особых случаях также может потребоваться кислотный припой или дополнительный набор специальных флюсов. Так, с помощью паяльника и пайки вполне возможно соединить не только медные провода и детали из латуни, но и нержавеющую сталь. Но для начала лучше освоить самую элементарную пайку медных проводов и соединений с латунными частями электроприборов. Для таких операций достаточно иметь обычный припой из олова и канифоли, не считая паяльника.


Для удобства работы можно подготовить для паяльника негорючую подставку, так как ставить раскаленный электроприбор на стол или верстак не очень удобно и опасно для возгорания. Кроме того, необходимо следить за положением нити и захватом, чтобы случайно не зацепить нить рукой или одеждой.
Профессионалы знают, что универсального паяльника не существует, поэтому для каждого вида работ — пайки тонких проводов, пайки схем или электрических плат, пайки массивных деталей — используются паяльники разной мощности и диаметра жала.


хорошо, если в приборе есть терморегулятор, позволяющий заранее выставить температуру нагрева.
В самых дешевых вариантах электросварщиков такой опции нет, к тому же разные модели могут существенно отличаться по мощности.
Если у вас нет опыта владения паяльником, вполне подойдет инструмент средней мощности (до 40 Вт). С помощью такого устройства можно спаять провода, подключить провода к клеммам. Но сваривать толстые металлические детали будет сложнее, так как потребуется больше времени для нагрева металла, а это чревато образованием упомянутой выше оксидной пленки.
В продаже можно найти канифоль в разных формах. Ни у одного из ее видов нет особых преимуществ, но твердую канифоль хранить проще.


Припой изготавливается в виде тонкой свинцово-оловянной проволоки. Толщина может быть разной — от 2 до 6 мм. Состав сварного шва также варьируется. Обычно на этикетке указывается процент свинца. Его также можно использовать для расчета содержания олова. Сплав считается более прочным там, где больше свинца, но он также имеет более высокую температуру плавления. Уплотнительные стержни обычно содержат больше олова.
Также существует пайка в виде тонкой трубки, скрученной и залитой канифолью или другим флюсом. В некоторых случаях использование такой сварки дает хороший результат.

Пошаговое освоение навыков пайки

Те, кто недавно начал изучать электронику, сталкиваются с, казалось бы, простой задачей — научиться правильно паять.
Казалось бы, все просто — взял паяльник, припой, канифоль и можно приступать к сборке интересного устройства. Но чтобы собрать самодельное электронное изделие, нужно иметь качественные и надежные навыки пайки.
Работоспособность любого электронного устройства зависит в первую очередь от надежности электрических соединений, в том числе паяных. Хорошие сварочные навыки основываются на опыте. Следовательно, обучение необходимо. С чего начать?
Чтобы научиться паять, необходимо сначала ознакомиться с теорией. Это займет некоторое время, и вы сохраните его в будущем. Вот что вам нужно знать, чтобы начать заниматься пайкой.
В последнее время на прилавках радиомагазинов появился бессвинцовый припой. Его активно применяют при сборке бытовой радиоаппаратуры. Бессвинцовый припой по своим свойствам отличается от популярного оловянно-свинцового припоя. Прочтите информацию о бессвинцовой пайке здесь.
После легкого прочтения теории можно смело переходить к сварке. Для тренировки навыков можно сварить куб. Сначала может показаться, что это простая вещь, но на самом деле это не так.

Берем медную проволоку сечением около 1 миллиметра. Если провод окрашен, сначала необходимо удалить изоляцию. Лучше всего это делать точилкой и мелкой наждачной бумагой. Поверхность провода необходимо тщательно очистить, чтобы оставшаяся краска не мешала лужению проводника. Даже небольшие участки лаковой изоляции, случайно оставленные после удаления, предотвратят дальнейшее застаивание лака. Далее красим медную проволоку. О лужении проволоки можно прочитать здесь.

Свариваем куб
В процессе лужения можно использовать поток жидкости, например, ЛТИ-120. Продается в радиомагазине в тубах. Его можно дополнить кисточкой или дозатором (например, пипеткой для нанесения капли флюса).

LTI — 120
Струя жидкости быстро сохнет. Поэтому некоторые слегка подсушивают, чтобы придать более плотную текстуру.
Чтобы облегчить процесс пайки двух проводников под нужным углом, можно использовать «третью руку». Третья рука — очень полезный инструмент. Это поможет защитить пальцы от случайных ожогов из-за захвата пальцами деталей или проводников.

Если у вас нет возможности купить такое устройство, вы можете собрать нечто подобное, используя зажимы из крокодиловой кожи и некоторые металлические детали.
Провода
Соединение витков в КРУ пайкой недопустимо — припои могут расплавиться при коротком замыкании. А вот обычные провода паять можно. С тонких проводников слаботочных коммуникаций снимается от 15 до 20 мм изоляции. В случае электронных устройств достаточно 1-2 мм. Очень сильные загрязнения удаляются с резьбы ножами и напильниками.
После погружения нагретого наконечника в канифоль остается не более 5 секунд, чтобы перенести его. Переплетенные провода спаяны, скручивая их в кольца. Для разогрева тигля и пайки лучше использовать компактную газовую горелку. Обработка алюминиевой проволоки флюсом Ф-64. Затем скрутка смывается слабым щелочным раствором.

Соединение провода, контакта или клеммы
Все операции выполняются в одинаковой последовательности. Если контакт нельзя окунуть в канифоль, используем струю жидкости.
Эмалированные провода
Такой провод обычно используется для намотки катушек трансформаторов и т.п., но иногда их можно найти под слоем другой изоляции. Внешне они выглядят чистыми, но на самом деле покрыты слоем бесцветной эмали. Удаляем его так же, как оксиды.
Кабеля из нескольких изолированных проводов
Соединяя эти провода, не припаивайте сразу все, так как их будет сложно обмотать изолентой. Соединяем по очереди все жилы, выполнив изоляцию предыдущего проводника.
Совет! Вместо изоленты удобно использовать термоусадочные трубки (в быту «кембрик»). Отрезаем кусок и надеваем на провод, спаяв, быстро, чтобы стык еще был горячим, натягиваем их сверху.

Изоляция термоусадочной трубки
Мы проанализировали технологию сварки, но часто возникает другой вопрос — как соединить провода в кабелях, подключенных к наиболее распространенным типам разъемов. Мы тоже постараемся это раскрыть.
Внимание! Есть скрученные экранированные провода. Работаем с ним так же, как с многожильным проводом. Распутать его сечение поможет шило или булавка.
Другие элементы
Кроме того, оптоволоконная сварка — ответственный и трудоемкий процесс. Для такой работы стараются использовать продвинутые станции, у которых есть автоматический режим. В большинстве случаев устройства для пайки оптоволоконных кабелей имеют размер 15х15х15 см, не считая выступающих частей. Волокна необходимо обезжирить (строго специальным составом). Термоусадочные рукава используются для защиты необработанных участков.

Отдельный вид работ — бессвинцовая пайка. Сварные швы в этом случае обычно выполняются на основе цинка, висмута, меди и серебра: эти металлы относительно безопасны. Подобным способом можно сварить любой предмет, в том числе:
-
ювелирный магазин;

-
части холодильников и другой бытовой техники;

-
трубы для кондиционеров;

- автомобильные запчасти.

Пайка радиокомпонентов на плату
Вы уже умеете паять провода, поэтому перейдем к более сложному — пайке радиодеталей к платам. Кто-то давно сталкивался с этим в школе в радиокружках, для кого-то это будет новый опыт. Учтите (и запомните несколько) нюансы пайки радиодеталей разного типа.
Пайка резисторов, конденсаторов и диодов с выводами
Технология пайки и распайки радиодеталей такого типа не сложна, но требует слаженной работы с паяльником с использованием вспомогательного ручного инструмента. Радиодетали этого типа обычно имеют всего два провода, поэтому при пайке необходимо по очереди нагреть припой на каждом из проводов паяльником и постепенно вытаскивать компонент из гнезда.

После того, как компонент будет припаян, необходимо очистить отверстия на плате от остатков припоя. Это можно сделать с помощью паяльника и тонкого острого инструмента, например, обычной зубочистки.
Приваривание нового элемента к доске происходит следующим образом:
- Наносим флюс на отверстия на доске.
- Вставляем шлейфы нового компонента в отверстия и припаиваем их паяльником.
- Если штифты (ножки) компонента слишком длинные и сильно выступают из платы, отрежьте их кусачками.
- Смываем при необходимости остатки струи.
Пайка SMD-компонентов
Пайка SMD компонентов осуществляется путем поверхностного монтажа на штырьки платы. Сегодня 90% пайки радиодеталей происходит именно так. Как правило, для пайки неработающих радиодеталей используются специальные паяльные жала SMD, но в реальности такое жало можно сделать самому. Для этого понадобится медная проволока диаметром 1 мм. Его нужно несколько раз обернуть вокруг обычного жала паяльника, как показано на фото.

Процесс пайки SMD-компонентов выглядит следующим образом:
- Наносим флюс на контакты SMD-компонента.
- Нагреваем контакты фабричным проколом и пинцетом удаляем нерабочий элемент.
- Установка нового SMD компонента.
- Зажимаем пинцетом и паяем каждый контакт по очереди обычным проколом. Или это можно сделать сразу с помощью нашего наконечника для самостоятельного монтажа SMD-компонентов.
- При необходимости смываем остатки струи.
Какие проблемы могут возникнуть?
Трудности могут быть связаны с:
-
некачественная подготовка обрабатываемого участка;
-
перегрев инструмента;
-
неправильная теплоотдача;
-
быстрое окисление (особенно в цветных металлах);
-
неравномерное охлаждение материала из-за мощной теплопроводности;
-
невнимание к специфике конкретной работы.

Важные советы
Разобравшись, как пользоваться паяльником, следует учесть несколько советов по работе с этим инструментом.

- Перед началом работ, чтобы выполнить качественную сварку деталей, всегда необходимо очистить кончик инструмента. Нужно понимать, что только благодаря жало паяльника улучшается теплопроводность и качество соединения. Для очистки можно использовать влажную губку. После чистки наконечник устройства следует сразу же окунуть в канифоль, чтобы он был покрыт тонким слоем припоя, не позволяющим оксидным отложениям мешать качественной пайке деталей.
- Маленькие и тонкие детали всегда следует паять первыми, так как наконечник устройства в начале его использования будет как можно более тонким и точным.
- Перед сваркой деталей их поверхность необходимо тщательно очистить от грязи и кислоты. Очистка поверхности свариваемых предметов проводится острым инструментом — наждачной бумагой или обычным ножом. Делается это до тех пор, пока поверхность прядей не станет заметно светиться. Затем контакты лужатся и соединяются пайкой.
- Если вам нужно припаять деталь без использования паяльника, можно использовать канифоль, предварительно растворенную в спирте. Полученную смесь можно нанести на желаемую поверхность с помощью любого тонкого инструмента, например, отвертки.
- Наивысшего качества припоя можно получить, используя припой на канифольной основе.
- Чтобы правильно и надежно припаять припоем провода и другие детали, необходимо предварительно нагреть шов паяльником.
- Основная ошибка многих — плохой нагрев паяльника. Если это произойдет, детали не подходят. Поэтому перед тем, как начать пользоваться средством, нужно его хорошенько прогреть.
- Однако даже сильный перегрев паяльника на максимальной мощности может отрицательно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, рассчитанные на конкретный вид работ.
- Температура пайки — очень важный нюанс. Например, для пайки различных микросхем температура не должна быть выше 250 градусов. Но для подключения радиодеталей паяльник придется нагреть до более 300 градусов.
- При работе с электроприбором следует соблюдать меры безопасности. Для этого нужно убедиться, что окно открыто и розетка исправна. Это связано с тем, что при работе со сваркой выделяются вредные химические элементы, негативно влияющие на здоровье. Что касается функциональности розетки, то это тоже очень важный момент: в процессе сильного перегрева часто возникают возгорания. Поэтому рабочее место нужно сначала подготовить и обезопасить, а уже потом приступать к работе.
Рекомендации
При сварке, как правило, не хватает «третьей руки». В одном нужно держать паяльник, в другом — провод, но лучше закрепить деталь в тисках или зажимом.
Большое количество припоя вовсе не означает, что соединение обязательно будет прочным. Лучше всего готовить качественные поверхности и делать это с минимальным количеством жести.
Вся процедура пайки не должна превышать 2 секунд, поэтому к ней важно тщательно подготовиться.


Пинцет станет необходимым инструментом для удержания мелких деталей.
Не перегревайте карту, иначе следы контакта могут оторваться.
Некоторые радиокомпоненты также следует подвергать минимальному нагреву.
- https://DomZastroika.ru/instrumenty/kak-pravilno-payat-payalnikom.html
- https://FB.ru/article/253821/kak-nauchitsya-payat-poshagovaya-instruktsiya-osobennosti-i-rekomendatsii-professionalov
- https://stroy-podskazka.ru/specializirovannoe-oborudovanie/vse-o-pajke/
- https://tyt-sxemi.ru/kak-payat/
- https://toolboom.com/ru/articles/how-to-solder/
- https://HouseDiz.ru/kak-payat-payalnikom-pravilno-instrukciya-dlya-novichkov/
- https://stroy-podskazka.ru/payalnik/zaludit/
- https://DomZastroika.ru/instrumenty/kak-zaludit-payalnik.html
- https://stroy-podskazka.ru/payalnik/s-kanifolyu-olovom/
- https://go-radio.ru/kak-nauchitsa-payat.html
- https://master-houses.ru/kak-pravilno-payat-s-kanifolyu-i-olovom/