- Предварительная проверка
- Готовимся, приобретаем, запасаемся
- Техника безопасности
- Спецодежда
- Оборудование
- Подключение сварочных кабелей
- Пошаговая инструкция по подключению сварочного аппарата
- Установка и подключение агрегата
- Подключение к электросети
- Использование удлинителя
- Подключение к генератору
- Настройка аппарата
- Особенности подключения в зависимости от типа аппарата
- Меры безопасности при работе
- О сварочных швах
- ВЫБОР УДЛИНИТЕЛЕЙ
- Как подключить инвертор в режимах разных полярностей
- Варим, режем
- Выбираем, покупаем
- Правила обслуживания инверторного аппарата
- Процесс сварки с использованием инвертора
- Что такое дуговой промежуток
- Сварка тонкого металла
- Что нужно знать начинающим сварщикам
- Как ухаживать за инвертором?
Предварительная проверка
Главный фактор, которым не стоит пренебрегать, это целостность проводки и розеток в доме. Также стоит учитывать, на какой срок проложены такие провода, и каков их срок службы, это же касается и розеток.
В большинстве случаев, если проводу более 25 лет, есть шанс, что он просто не выдержит большую величину тока, что приведет к необратимым последствиям, и использование современного преобразователя с проводами станет невозможным.
Так что перед тем, как подключить сварочный аппарат и приступить к работе, необходимо проверить, выдержит ли проводка в доме такие нагрузки. Если гарантии по этому фактору не впечатляют, мы расскажем, как решить эту проблему.
Готовимся, приобретаем, запасаемся
Самое главное знать, что все будет работать идеально, ведь технология инверторной сварки очень проста в освоении и использовании, опыт и сноровка здесь особо не нужны.
Техника безопасности
Любая сварочная операция, в том числе и преобразователь, напрямую связана с электрическим током.
А это значит, что без знания и соблюдения правил безопасности, как варить сварочным инвертором, начинать не стоит, это даже не обсуждается.
Эти правила просты и бесхитростны:
- Перед подключением к инвертору необходимо проверить кабели на целостность и исправность. Важно помнить: обратный кабель с прищепкой идет к минусовому полюсу. Кабель, где есть электрический держатель, подключается к плюсовой клемме.
- После визуальной проверки установите переключатель с регулятором тока на минимальное значение. Затем подключаем устройство к сети. Прислушиваемся к работе включенного вентилятора: если шум ровный и без треска, значит все в порядке.
- Теперь давайте учтем немалый вес металла, с которым вам предстоит работать.
Спецодежда

Инверторная сварка.
В первую очередь необходимо учитывать влияние высокой температуры и иметь следующие пункты:
- сварочная маска со специальными светофильтрами;
- защитные перчатки или леггинсы;
- костюм из защитной ткани;
- обувь на резиновой подошве;
- при необходимости средства защиты органов дыхания, если сварка производится в закрытом помещении без вентиляции.
Оборудование
Список необходимого оборудования:
- инверторный сварочный аппарат;
- молоток;
- электроды подбираются для вида работ с учетом характера и толщины металла;
- щетка с металлической щетиной
Подключение сварочных кабелей
На передней панели инвертора есть 2 клеммы, рядом с ними имеется маркировка в виде знаков «+» и «-». К этим клеммам подключаются сварочные кабели, одна из которых имеет на конце металлическую скобу (прищепку), а другая — электрододержатель.
Любой кабель может быть подключен к любой клемме, в зависимости от метода сварки, который будет обсуждаться позже. После подключения кабелей к станку один из них подсоединяется прищепкой к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабеля может быть недостаточно, например, при работе на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не рекомендуют этого делать, особенно в случае с инверторным блоком.
Этот факт можно объяснить тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому «утечка» напряжения и тока по всей длине неизбежна. Следовательно, чем больше длина кабеля, тем сильнее падение напряжения.
Если попытаться компенсировать потерю напряжения и тока путем добавления значений на панель блока, эта мера, скорее всего, выведет из строя электронику инвертора. Получается, что проще приблизить аппарат к рабочему месту сварщика, чем тратить значительную сумму на ремонт аппарата после протяжки тросов.
Пошаговая инструкция по подключению сварочного аппарата
После проверки целостности устройства и всех сопутствующих компонентов, а также выставления напряжений можно переходить непосредственно к подключению сварочного аппарата. Для этого вам нужно:
- само устройство;
- расширение;
- удлинительный адаптер.
При подключении устройства можно ориентироваться на схему на рис. 2.
Подключение осуществляется в определенном порядке, а именно:
- Сначала подготавливается заглушка с подходящими параметрами теплопроводности.
- Выбирается розетка с автоматическим выключателем или предохранителем.
- Обратный кабель подключается к терминалу.
- Держатель кабеля соединяется с фрагментом электрода с помощью зажима.
После того, как вы все это сделали, сварочный аппарат можно подключать к сети. У большинства моделей достаточно короткие шнуры, поэтому часто для подключения требуется использование удлинителя. Удлинитель должен быть достаточной толщины. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Установка и подключение агрегата
Для эффективного и безопасного использования инвертора в первую очередь необходимо правильно подготовить его к работе. Этот процесс осуществляется в несколько этапов. Первая задача – установить и подключить устройство. Монтаж инвертора необходимо проводить по определенным правилам:
- устройство необходимо размещать так, чтобы оно находилось на расстоянии не менее 2 м от стен или предметов;
- устройство должно быть заземлено;
- место для сварки нужно выбирать так, чтобы оно было вдали от легковоспламеняющихся предметов;
- готовить рекомендуется либо на свободной площадке, либо на металлическом столе.
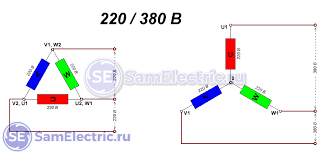
Подключать инвертор можно как к бытовой сети (220 В), так и к сети с напряжением 380 В, которая обычно используется на производстве. Если устройство предполагается использовать вдали от электрических сетей, его можно подключить к генератору, дизелю или бензину.
Подключение к электросети
Подключение сварочного аппарата к бытовой розетке часто вызывает проблемы. Причиной их возникновения могут быть старые провода или недостаточный диаметр проводов. Обычно провода рассчитаны на ток до 16 А.
А так как все сопутствующие приборы в доме могут превышать это значение, в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не спровоцировал срабатывание аппарата.
Вы также должны знать об отключениях сети. Если вы заметили снижение напряжения в сети при включении инвертора, это свидетельствует о недостаточном сечении проводов. В этом случае необходимо измерить, до каких значений падает напряжение. Если она упадет до значений ниже минимального, с которым может работать преобразователь (указано в инструкции), устройство не может быть подключено к такой сети.
Использование удлинителя
Сетевой кабель, подключенный к инвертору, соответствует всем современным требованиям и не вызывает проблем с подключением. Но если длины недостаточно, следует выбрать удлинитель с сечением провода не менее 2,5 мм2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы преобразователь работал с токами до 150 А.
Следует помнить, что при подключении устройства к сети через переноску остальная его часть не должна быть намотана, так как при включении устройства оно превратится в дроссель. В результате проводники перегреются и удлинитель выйдет из строя.
Подключение к генератору
В случаях, когда нет возможности подключить машину к сети, можно подключить ее к генератору, работающему на бензине или дизеле. Наиболее распространены бензиновые электростанции. Но не все подходят для подключения сварочных аппаратов.
Для эффективной работы инвертора генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное выходное напряжение. Колебания мощности могут повредить сварочный аппарат.
Вы также должны учитывать диаметр электрода, с которым будете работать. Например, если электрод имеет диаметр 3 мм, потребуется рабочий ток около 120 А при напряжении на дуге 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), получим получить значение 4,8 кВт.
Поскольку это будет потребляемая мощность, электростанция, которая может выдавать только 5 кВт, будет работать на пределе своих возможностей, что значительно сократит срок ее службы. Поэтому генератор необходимо подбирать с определенным запасом мощности, примерно на 20-30% превышающим потребляемую инвертором.
Настройка аппарата
От правильности настройки сварочного инвертора зависит качество сварочных работ, особенно если речь идет о правильном выборе электродов. Вы также должны учитывать:
- глубина сварного шва;
- расположение шва в помещении (вертикальное или горизонтальное);
- марка или тип свариваемого металла;
- толщина металла и тд
Следует знать, что для каждого вида металла выпускаются соответствующие электроды. С преобразователями можно использовать электроды диаметром до 5 мм. Но для каждой толщины инструмента необходимо правильно подобрать сварочный ток. Для правильной настройки сварочного аппарата можно воспользоваться приведенной ниже таблицей.
Если, например, вы собираетесь сваривать инвертором мягкую сталь толщиной 5 мм, то вам следует выбрать электрод 3 мм, а силу тока выставить 100 А. После пробной сварки силу тока можно скорректировать, т.е уменьшить или повысился.
Особенности подключения в зависимости от типа аппарата
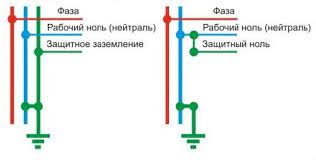
Порядок подключения сварочного аппарата во многом зависит от функций аппарата. Так, в случае с двухфазной моделью провода будут подключаться в индивидуальной последовательности. Первый провод нужно подключить к фазе, второй к выводу нейтрали, а третий провод нужно подключить к защите.
Если вы работаете с трехфазным сварочным аппаратом, вы не можете соблюдать определенную последовательность. Самое главное, что первые 2 провода подключаются ко всем фазам, а третий провод подключается к защите.
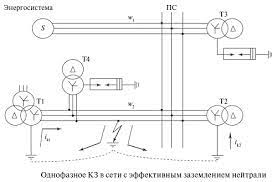
Очень важно знать основные особенности подключения такого устройства, как трансформатор. Типичный представитель показан на рис. 3. Для такого оборудования подключение производится по ряду особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока.
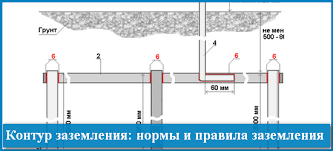
При включении любого из них в розетку создается достаточно мощный удар, который может сжечь розетку и отключить автоматический выключатель. Поэтому рекомендуется подключать такой сварочный аппарат к щиту. Подробная принципиальная схема сварочного трансформатора показана на рис. 4.
Обязательно соблюдайте эти правила во время работы. Если вы не будете следовать им, вы рискуете получить травму, которой можно было легко избежать. Неправильное подключение сварочного аппарата может привести к поражению электрическим током, ухудшению качества сварки, возгоранию и т д
Меры безопасности при работе
Установленные правила безопасности, можно сказать, написаны «кровью» пострадавших, а потому пренебрегать ими категорически запрещается. От их соблюдения зависит здоровье и жизнь не только оператора сварочного оборудования, но и окружающих его людей. Итак, правила безопасности включают в себя следующее.
- Перед началом работы проверьте целостность изоляции всех проводов и кабелей, подсоединенных к агрегату. Также необходимо проверить исправность оборудования, а именно убедиться, что напряжение холостого хода равно нулю. При этом система должна быть в исправном состоянии и отключать напряжение на электроде при бездействии прибора.
- Перед подключением оборудования проверьте электрическую сеть под нагрузкой (замерьте площадь просадки).
- Для защиты сетчатки глаза от ультрафиолетового излучения, возникающего при горении сварочной дуги, необходимо использовать защитную маску (щиток) или специальные очки. Не так давно появились сварочные маски и очки с очками-«хамелеонами», которые автоматически затемняются при попадании на них светового излучения. Очки или маску должен носить не только сварщик, но и его помощник.
- Если сварочные работы проводятся в помещении, то для защиты дыхательных путей и предотвращения отравления вредными газами применяют респираторы со сменными патронами или масками, через которые принудительно подается очищенный воздух.
- Для защиты рук от металлических брызг используются специальные перчатки — краги сварщика.
- Для защиты тела используются комбинезоны, куртки и брюки из огнеупорного материала.
- Для защиты ног наденьте высокие сапоги, чтобы в них не попали металлические искры. Сапоги обязательно должны быть прикрыты брюками сверху.
- Рабочее место должно быть хорошо освещено.
- Под ногами сварщика должен быть резиновый коврик или деревянный пол, предохраняющий человека от поражения электрическим током.
- Вокруг рабочего места не должно быть посторонних предметов, о которые можно споткнуться.
- Рядом с рабочим местом следует разместить песок и огнетушитель, чтобы вовремя потушить пожар.
- Заземление сварочного аппарата обязательно.
Если правила техники безопасности уже изучены, можно приступать к ознакомлению с тем, как правильно работать с электросваркой.
О сварочных швах
Швы, образованные инверторной сваркой, бывают следующими:
- однопроходные, когда толщина металлической заготовки заполняется за один проход;
- многопроходные, где одного прохода электродов недостаточно. Используется для сварки толстых кромок.
Самый известный и простой способ проверить качество шва после сварки — постучать по нему молотком. При этом обратно уходит слой шлака – при условии, что шов ровный и гладкий. Качество шва также зависит от температурного режима: он должен быть правильным.
При перегреве шва он может разорваться, при недостаточном нагреве произойдет очень неприятная вещь – непровар.
ВЫБОР УДЛИНИТЕЛЕЙ

Особое внимание следует уделить использованию удлинителей при подключении инверторов к сети. При неправильно подобранном удлинителе снижается КПД сварочного инвертора и падает напряжение.
Комплектация сварочных аппаратов обычно предполагает наличие кабеля, длиной примерно 2,5 м. Для несложных работ этой длины достаточно, но при частом перемещении или сварке на высоте ее будет недостаточно.
Поэтому не лишним будет узнать о подключении удлинителей. Ни в коем случае не соединяйте их хаотично! Необходимо рассчитать точный размер сечения удлинителя.
Это значение напрямую связано с максимальной мощностью, которую может выдержать провод.
Давайте возьмем пример, используя диаграмму выше. Сила тока, необходимая нам для сварки, составляет 120А. Мы получим 16А, используя кабель сечением 2,5 кв.
Условно говоря, для сварочного тока 120А сечение удлинителя должно превышать 12 квадратных метров. Не забывайте о мерах безопасности, не забывайте заземлять и отсоединять кабели перед началом сварки для быстрого остывания.
Гораздо эффективнее купить кабель нужной длины, чем соединить несколько коротких вместе. Так контактные соединения удлинителя будут более прочными, а возможность потери работоспособности сварочного инвертора снизится.
Читайте также: Как подключить тепловую завесу к электричеству — схема установки Ballu, Тепломаш и других производителей
Как подключить инвертор в режимах разных полярностей
Для силовых кабелей он поставляется со специальными клеммами, обозначенными плюсом и минусом. Многие новички не задумываются о том, как подключить сварочный инвертор и соединить провода без учета полярности и реальных условий работы.
Между тем разница все же присутствует, и зависит она от законов физики, по которым происходит движение электронов. При отрицательном заряде они переходят от минуса к плюсу при любых условиях, в том числе и при включении в эту цепь инвертора.
Сварочный аппарат будет работать независимо от клеммы, к которой подключен электрод. Однако движение электронов в каждом случае будет происходить в разных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.

Схема прямой полярности предполагает соединение плюса с заготовкой (массой), а минуса с электродом. Между ними образуется дуга, по которой проходит сварочный ток. При таком соединении анодом является заготовка, а катодом — электрод. Сварной шов будет нагреваться сильнее, примерно на 700-1000 градусов больше, чем электрод.
При обратной полярности, наоборот, электроды подключаются к плюсовой клемме, а свариваемая деталь – к минусовой. В этом случае электрод будет нагреваться сильнее.
Основным фактором при выборе полярности является толщина соединяемых заготовок. Более массивный металл требует более сильного нагрева в месте соединения, для лучшего взаимного проникновения расплавленных частиц. С другой стороны, тонкие материалы нельзя нагревать слишком сильно, чтобы избежать прожогов и неравномерной сварки.
Варим, режем
Если вы работаете с тонкими металлическими листами, вам необходимо правильно подобрать электрод с малым диаметром и величиной сварочного тока. Например, если толщина кромки вашей детали 0,8 мм, диаметр электродов должен быть 1,8 мм. Ну а сварочный ток должен достигать 35 А. Варить нужно прерывистыми движениями.
Вопрос о том, какими электродами сваривать, решается с учетом вида сварки и характера металла.
С помощью инвертора можно резать металлы и даже делать отверстия в стенках труб. Чтобы сделать это грамотно и быстро, нужно выставить правильные показатели на устройстве. Диаметр электрода 2,5 мм и сила тока 140 А – как раз такие показатели.
Поджигаем электрод и размещаем его ровно на месте запланированного отверстия. Мы стремимся к хорошей разминке. Переставляем электрод, снова прижимаем и нагреваем. И так до тех пор, пока не будет вырезано отверстие нужной формы и размера.
Если вы режете листовой металл, вы должны закрепить лист вертикально. В этом случае капли расплавленного металла будут стекать вниз, иначе вы рискуете получить примерзшие куски металла на дне реза.
Честно говоря, любая резка металлов сварочным аппаратом, даже самым совершенным преобразователем, не лучшая идея с технической точки зрения. Всегда есть риск расплавить металл в месте среза – металл может просто расплавиться. Резать металл лучше всего болгаркой.
Выбираем, покупаем

Таблица свойств инверторной сварки.
Было бы полезно погуглить и почитать об отечественных и зарубежных производителях, продукция которых предлагается на российском рынке. В основном это страны Европы и Азии.
Техника из Азии обычно дешевая и очень приличного качества, за исключением, конечно, подделок.
Европейские преобразователи характеризуются качествами с обязательным прилагательным перед «высоким»: высокая цена, высокая надежность, высокое качество. Российских устройств на рынке немного.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать трудностей поражения электрическим током, если таковые возникнут во время сварки.
Второе — разобраться с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, сервисный центр по конкретному продукту вряд ли станет для вас проблемой. Но если вы живете в отдаленном регионе, этот вопрос станет для вас одним из самых важных.
Если по-хорошему, то с покупкой девайса не обойтись. Обязательно купите сварочную маску со светофильтром. Вы должны защитить себя от брызг расплавленного металла и продуктов горения.
Но самое главное — это защита от ультрафиолета от раскаленной дуги. Самый примитивный вариант – это маска из пластика и светофильтр, который подбирается в зависимости от силы тока, освещения и вашего зрения.
Более дорогой и гораздо более удобный вариант — маска со светофильтром типа «Хамелеон», который автоматически меняет свои свойства и может подстраиваться под окружающее освещение и состояние глаз.
В сети есть множество таблиц данных, которые помогут подобрать подходящие фильтры. Их лучше выбирать с номером больше или меньше. Лучшим решением будет проверить освещение комнаты на работу и свое зрение.
Хорошо, мы согласны, вы не можете купить целый костюм из специальной ткани. А вот холщовый фартук с перчатками – это не прихоть, а ваша защита. Варежки лучше выбирать из спилка. Обратите внимание на свою обувь: помните, что на ноги могут попасть капли расплавленного металла.
Правила обслуживания инверторного аппарата
Техническое обслуживание сварочного аппарата инверторного типа включает в себя следующие пункты.
- Визуальный осмотр. Ее необходимо проводить каждый раз до и после работы для выявления возможных повреждений изоляции сварочных кабелей и сетевого шнура. Также при внешнем осмотре проверяется отсутствие повреждений корпуса и органов управления (нужно проверить регулятор тока).
- Проведите внутреннюю очистку агрегата. Проводится после снятия кожуха с аппарата для удаления пыли и скопившихся загрязнений со всех узлов. Очистка осуществляется направленным потоком сжатого воздуха на запыленные детали.
- Проверка и очистка клемм на устройстве. Периодически проверяйте места подключения силовых кабелей. Если на клеммах обнаружено окисление, его следует удалить мелкой наждачной бумагой.
Также следует избегать попадания на инверторный сварочный аппарат капель воды, водяного пара и других жидкостей, которые могут проникнуть внутрь агрегата и вызвать короткие замыкания в электрических цепях.
Если жидкость все же проникла в устройство, следует снять с него крышку и удалить всю влагу. С особой осторожностью высушите электронную плату инвертора с помощью обычного фена.
Процесс сварки с использованием инвертора
Перед началом сварочных работ необходимо подготовить детали. Их необходимо тщательно очистить от краски, грязи и ржавчины. После этого пятна жира или краски необходимо удалить с краев растворителем.
Перед началом сварочных работ необходимо отрегулировать силу тока. Можно попробовать пробную сварку. Если ролик получился размытым, силу тока необходимо увеличить. Когда ролик становится настолько большим, что становится трудно перемещать электрический держатель, ток уменьшается.
Если для сварки используются старые электроды, перед началом работы их необходимо просушить. Их следует выдержать пару часов при температуре около 2000 градусов. Для этого можно использовать специальные печи.
Зажечь дугу можно следующими способами:
- с помощью метода, аналогичного зажиганию спичек;
- постучите концом электрода по свариваемому металлу несколько раз.

Для тех, кто только начинает готовить, можно сначала провести линию на металле, а потом по ней провести шов. Просто сделайте его видимым. После этого можно зажигать дугу и подносить электрод к началу намеченного шва. Здесь металл начинает плавиться и покрываться шлаком. Так выглядит сварочная ванна, которую необходимо перемещать по разметке шва.
Делать это нужно под определенным углом. Есть два отличия, когда дело доходит до направления шва под углом: вперед или назад. Первый способ идеален для тонких металлов, так как позволяет производить сварку с наименьшим нагревом. Для толстых металлов используют второй способ.

Что такое дуговой промежуток
Зазор арки также известен как длина арки. Так называется зазор, получаемый между свариваемым материалом и электродом. Опытные сварщики утверждают, что для достижения качественного шва необходимо постоянно поддерживать этот зазор на постоянном уровне. Есть три типа луков.
- Короткий лук. Дуговой промежуток 1 мм, где металл нагревается на небольшой площади. Из-за этого сварной шов становится выпуклым. Из-за этого на стыке шва и изделия может образоваться дефект, известный как подрез. Вдоль самого шва проходит неглубокая канавка. Подрезка отрицательно сказывается на качестве и прочности шва.
- Длинный лук. Он очень нестабилен и плохо защищен от воздействия воздуха. Длинная дуга недостаточно хорошо прогревает металл, в результате шов получается не слишком глубоким.
- Нормальная арка. Если при сварке обеспечить нормальный зазор, получается качественный, хорошо сваренный шов. Нормальным дуговым зазором считается зазор в 2-3 мм.
Сварка тонкого металла
В частном доме или загородном доме обычно сваривают тонкие элементы. Выполнять работу нужно аккуратно, так как при недостаточном опыте можно легко прожечь металл. Поэтому перед ответственной сваркой лучше потренироваться на изделиях большей толщины. После этого можно попробовать варить тонкий металл. При этом следует придерживаться следующих советов.
- При сварке изделий необходимо регулировать минимально рекомендуемую силу тока.
- Выпекать под углом вперед.
- Вы должны работать с противоположной полярностью.
- Для уменьшения деформации деталей при нагреве рекомендуется фиксировать их тисками или струбцинами.
- Если соединяются элементы длиннее 50 мм, необходимо предварительно сделать скобы.
Что нужно знать начинающим сварщикам
Если опыта сварочных работ практически нет, а работу предстоит выполнить, помните о следующих нюансах.
- Шов получится качественным, хорошо проваренным, а на металле не появятся пригары, если за ним постоянно следить. Поэтому рекомендуется заранее расположить свариваемые детали так, чтобы можно было наблюдать за ходом сварки.
- Самый простой вариант – сварка в нижнем положении. Новичкам лучше начинать с него. Затем можно переходить к кольцевым соединениям, а после них к вертикальным. Последние наиболее сложны в исполнении.
- Для удобства стыки лучше делать внахлест. При сварке встык можно случайно приварить к столу, на котором лежат элементы.
- Если в процессе работы возникают ошибки, их необходимо устранить. Для этого проблемный участок дополнительно проваривается или сначала выбирается с помощью болгарки, а затем снова заваривается.
- Если приходится сваривать толстые детали, необходимо делать фаски для полного проплавления кромок. Расстояние между кромками зависит от толщины элементов, но не должно быть меньше 0,5 мм.
Как ухаживать за инвертором?
Вся техника любит заботу и порядок, и ваш конвертер не исключение. Правила того, как приготовить пищу инверторной сваркой и как ее правильно хранить, просты.

Выбор электрода для сварки разных металлов.
Перед работой сделайте следующее:
- сделайте визуальный осмотр устройства и подготовьте место, где будете работать;
- установить преобразователь в горизонтальном положении с необходимой защитой от пыли, осадков и других загрязнений;
- подключить кабель к контактам в соответствии со своими планами, обычно это плюс для электрода и минус для металла;
- подключить к источнику питания. Самый главный нюанс: если вы используете удлинитель, сечение сварочного кабеля должно быть не менее 2,5 мм².
- зажгите дугу при разрыве в качестве пробного испытания;
- обеспечить целостность оболочки, ведь без нее готовить категорически запрещено;
- отрегулировать ток. Можно начинать готовить.
Храните устройство в соответствии со следующими правилами:
- постоянно контролировать все узлы на устройстве. Частота проверок зависит от интенсивности использования прибора и степени запыленности рабочего помещения;
- очистите устройство от пыли сжатым воздухом и низким давлением. Не чистите электрическое плато струей воздуха, а используйте мягкую щетку;
- проверить прочность силовых контактов, целостность вилки, розетки и изоляционного покрытия электрических кабелей;
- преобразователь лучше хранить в сухих условиях, температура воздуха должна быть в пределах от -15°С до +50°С, оптимальная влажность около 70 — 80%.
- Не забывайте отключать инвертор от сети, когда он не работает.